Explore our premium selection of clinical-grade implants, high-precision trauma systems, and specialized veterinary instruments engineered to meet rigorous international standards.








The global orthopedic joint reconstruction sector is experiencing unprecedented growth, driven by an aging demographic, rising clinical expectations, and the rapid evolution of biomaterial science. Total Hip Arthroplasty (THA) remains one of the most successful and cost-effective surgical interventions in modern medicine, dramatically improving mobility and quality of life for millions of patients annually.
In today's highly competitive healthcare market, global procurement officers, hospital networks, and medical device distributors demand more than just standard implants. They require highly biocompatible, wear-resistant, and mechanically optimized systems. The shift toward advanced materials—such as highly cross-linked polyethylene (HXLPE), ceramic-on-ceramic articulations, and porous titanium structures for biological fixation—has redefined manufacturing benchmarks.
Furthermore, the industrial landscape is shifting. While Western markets traditionally dominated medical device innovation, advanced manufacturing hubs in Asia, particularly China, have closed the technological gap. By combining state-of-the-art CNC machining, automated cleanroom packaging, and rigorous international quality systems, leading Chinese manufacturers now deliver world-class orthopedic solutions that match or exceed Western performance metrics at a highly competitive total cost of ownership.
"The integration of advanced metallurgy, precision surface treatments, and strict regulatory compliance is no longer optional. It is the baseline for global patient safety and clinical success."
How HBM Medical leverages advanced industrial infrastructure to deliver high-volume, premium-quality orthopedic implants globally.
Operating a massive 30,343 square meter facility equipped with 12 specialized production lines and over 120 high-precision manufacturing machines. We ensure seamless scalability from prototype to mass production.
Backed by 36 dedicated QA/QC inspectors, we enforce 100% raw material traceability and comprehensive inline testing. Our processes are certified under ISO 13485, MDSAP, and CE standards.
Our R&D division features 31 elite engineers, including postgraduates and doctorates. We launched 25+ new products last year, offering robust OEM, ODM, and customized-on-demand services.
Established in 2015, HBM Medical Apparatus And Instruments Co., Ltd. has rapidly emerged as a leading force in China's orthopedic medical equipment R&D, manufacturing, and operation. Over the past decade, we have built a robust sales and distribution network spanning domestic provinces and key international markets, including Eastern Europe and Southeast Asia.
Our corporate philosophy, "Integrate the Master, Health being achieved", guides our relentless pursuit of technological, product, and service innovation. By gathering and integrating superior resources, we serve the global healthcare community with high-performance implants and surgical instruments designed to improve patient outcomes.
With a comprehensive production site exceeding 30,000 square meters and more than 350 advanced processing and testing systems, HBM Medical possesses the industrial capacity to support large-scale global tenders, distributor networks, and custom hospital requirements. Our sustainable development model is backed by ISO 14001 environmental management standards, ensuring that our growth contributes positively to both society and the environment.
| HBM Medical Operational Profile | |
|---|---|
| Registration Date | 2015-10-15 (10 Years in Industry) |
| Floor Space | 30,343 Square Meters |
| Certifications | ISO 13485, MDSAP, CE (MDR 2017/745) |
| R&D Team | 31 Engineers (1 Doctorate, 11 Postgraduates, 17 Graduates) |
| QA/QC Team | 36 Dedicated Inspectors |
| Customization Options | Sample processing, Graphic processing, Customized on demand |
From human trauma care to advanced veterinary orthopedics, our products are engineered for diverse clinical environments.
Our primary focus is the development of highly biocompatible total hip replacement systems. These implants are engineered to withstand complex biomechanical stresses, promoting rapid osseointegration and minimizing long-term wear in clinical patients.
We provide a comprehensive range of trauma solutions, including the PFNA Anti-rotation Proximal Femoral Nail and Titanium Alloy locking screw systems. These systems provide rigid stabilization for complex fractures, accelerating patient rehabilitation.
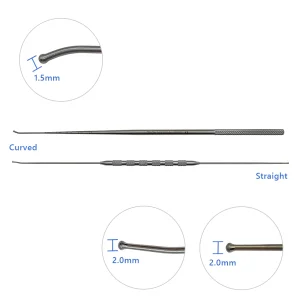
Recognizing the rapid growth of the veterinary surgical market, HBM Medical offers specialized veterinary hip prosthesis instrument sets and rongeurs. These instruments allow veterinary surgeons to perform complex joint replacements on canine and feline patients with clinical-grade precision.
Staying ahead of the curve through continuous innovation in biomaterials, surface treatments, and digital orthopedics.
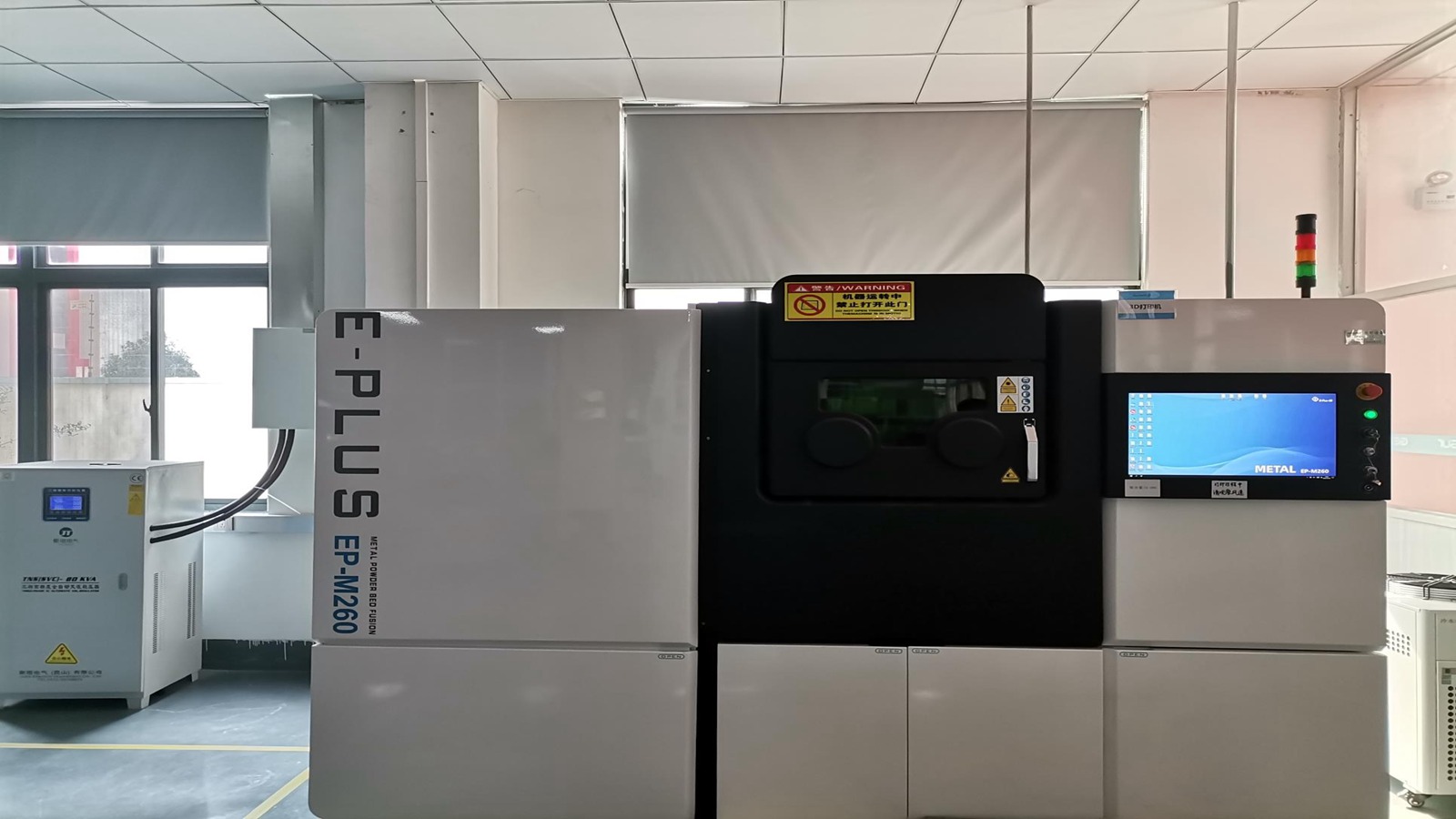
The integration of Additive Manufacturing (3D printing) allows for the creation of highly porous, biomimetic titanium scaffolds. These structures mimic the natural architecture of cancellous bone, significantly enhancing initial mechanical stability and promoting rapid, deep bone ingrowth.
To combat the risk of periprosthetic joint infections (PJI) and aseptic loosening, the industry is moving toward advanced surface modifications. HBM Medical is actively researching and implementing bioactive hydroxyapatite (HA) coatings and nanostructured silver/copper coatings to improve osseointegration while providing localized antimicrobial properties.
Leveraging advanced CT/MRI imaging and AI-driven pre-operative planning software, the demand for patient-specific implants is surging. Our R&D team is fully equipped to process custom graphic data to manufacture bespoke femoral stems and acetabular cups tailored to unique patient anatomies.
Modern surgical techniques prioritize tissue-preserving approaches. We design specialized, low-profile instrumentation and implants—such as our minimally invasive pedicle screws and low-profile femoral components—to facilitate smaller incisions, reduce blood loss, and shorten hospital stays.
Understanding the critical compliance, logistics, and quality benchmarks required by international medical device buyers.
Global procurement requires strict adherence to regional regulations. HBM Medical maintains active CE and MDSAP certifications, facilitating smooth customs clearance and regulatory approval across Europe, North America, and Asia-Pacific markets.
Patient safety begins with the raw material. We enforce 100% traceability on all medical-grade titanium alloys, cobalt-chromium, and ultra-high-molecular-weight polyethylene (UHMWPE) sourced from verified global suppliers.
All implants are processed and packaged in certified Class 10,000/100 cleanrooms. We utilize premium Tyvek packaging and validated gamma irradiation or ethylene oxide (EtO) sterilization methods to ensure a 10^-6 Sterility Assurance Level (SAL).
A visual insight into our world-class production lines, precision testing equipment, and cleanroom environments.
























Get authoritative answers to the most common technical, regulatory, and commercial inquiries regarding our orthopedic implants and manufacturing capabilities.
We utilize premium, medical-grade biomaterials including Titanium Alloy (Ti6Al4V ELI) conforming to ASTM F136, Cobalt-Chromium-Molybdenum (CoCrMo) alloys, and Ultra-High-Molecular-Weight Polyethylene (UHMWPE). These materials are selected for their exceptional biocompatibility, high corrosion resistance, and superior mechanical wear properties.
Yes, HBM Medical is fully certified under ISO 13485 (Medical Devices Quality Management Systems) and MDSAP (Medical Device Single Audit Program). Our key product lines are CE certified (MDR 2017/745), ensuring compliance with European and global regulatory frameworks.
Absolutely. With a dedicated R&D team of 31 engineers and advanced CNC machining centers, we provide comprehensive customization options, including sample processing, graphic processing, and customized-on-demand services to meet specific clinical or regional requirements.
We enforce 100% raw material traceability. Quality control is conducted across all 12 production lines by 36 dedicated QA/QC inspectors. Inspection methods include full product inspection, random sampling, and customized testing protocols based on client and regulatory requirements.
Lead times vary depending on order volume and customization requirements. However, operating a 30,343 sqm facility with 120+ advanced machines allows us to optimize production schedules, typically delivering standard export orders within 30 to 45 days.
Explore our specialized range of high-torque drivers, internal fixation nails, oscillating saws, and spinal rods engineered for maximum surgical control.