



External fixation systems represent a critical pillar in modern orthopedic trauma management, limb reconstruction, and deformity correction. Globally, the demand for highly reliable, biocompatible, and mechanically stable external fixators has surged. This growth is driven by an aging global population, rising incidences of high-velocity road traffic accidents, and the increasing complexity of open fractures that preclude immediate internal fixation.
From an industrial perspective, the manufacturing of external fixation systems has transitioned from standardized, rigid assemblies to highly customized, modular, and hybrid designs. Modern clinical pathways demand systems that can be rapidly deployed in emergency settings while offering the precision required for long-term bone transport and angular correction. As a result, leading global healthcare providers are increasingly relying on specialized OEM/ODM factories capable of delivering certified, high-tolerance components that meet strict regulatory frameworks such as the EU MDR and US FDA guidelines.
"The shift toward patient-specific treatment protocols has made custom OEM manufacturing the cornerstone of the orthopedic supply chain. Factories must not only possess advanced CNC capabilities but also deep clinical understanding to translate surgical requirements into biomechanically sound implants."
Geographically, while developed markets in North America and Western Europe focus heavily on radiolucent materials like carbon fiber and PEEK, emerging markets in Southeast Asia, Eastern Europe, and Latin America present a massive demand for robust, cost-effective stainless steel and titanium alloy modular systems. This dual-track demand requires OEM manufacturers to maintain highly versatile production lines capable of processing diverse medical-grade materials with absolute traceability.
The external fixation sector is undergoing a rapid technological evolution. To maintain a competitive edge, suppliers and factories must align their R&D roadmaps with these key industry trends:
Traditional stainless steel is increasingly being replaced or supplemented by Grade 5 Titanium (Ti-6Al-4V) and carbon fiber reinforced polymers. These materials offer superior strength-to-weight ratios and, crucially, radiolucency, allowing surgeons to clearly monitor bone healing via X-ray and CT scans without metallic artifact interference.
Software-driven hexapod fixators (based on the Taylor Spatial Frame principle) allow for simultaneous multi-planar deformity correction. By inputting radiographic parameters into specialized software, surgeons generate precise daily strut adjustment schedules for patients, dramatically improving clinical outcomes in complex limb-lengthening procedures.
The integration of micro-sensors within external fixator struts is an emerging research frontier. These sensors measure real-time load-bearing changes and micro-movements at the fracture site, wirelessly transmitting data to clinicians to objectively assess the progression of osteogenesis and dynamically manage weight-bearing protocols.
Furthermore, the demand for sterile-packaged, single-use external fixation kits is rising. These kits reduce hospital sterilization workloads, minimize the risk of cross-contamination, and streamline the logistical workflow in emergency rooms and military field hospitals.
External fixation systems are highly versatile tools utilized across various clinical scenarios, each requiring specific design characteristics:
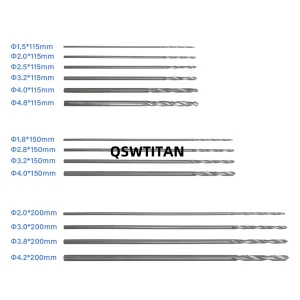
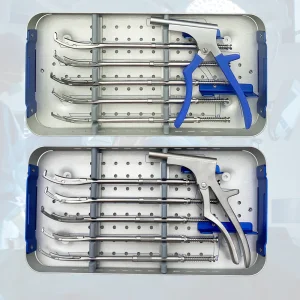
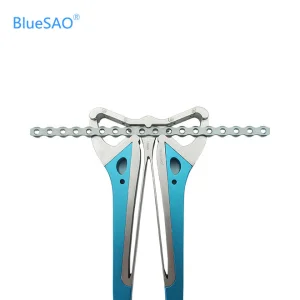
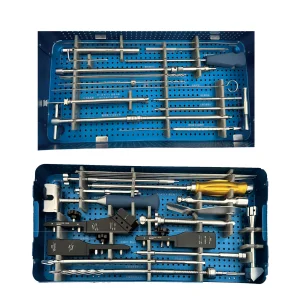
HBM Medical's manufacturing capabilities cater directly to these diverse clinical needs, offering modular components, high-strength pins, and specialized clamps that allow surgeons to construct customized frames tailored to each patient's unique anatomical and pathological presentation.
Founded in 2015, HBM Medical Apparatus And Instruments Co., Ltd. is a premier Chinese enterprise specializing in the R&D, manufacturing, and global supply of orthopedic implants and surgical instruments.
The next decade of external fixation will be defined by the convergence of digital medicine, advanced materials science, and biological integration. HBM Medical is actively positioning itself at the forefront of this technical roadmap:
Pin-tract infection remains the most common complication in external fixation. Our R&D team is developing advanced bio-active and antimicrobial coatings (such as silver nanoparticles, hydroxyapatite, and chlorhexidine-releasing polymers) for bone pins. These coatings promote rapid osseointegration at the bone-pin interface while establishing a durable barrier against bacterial colonization.
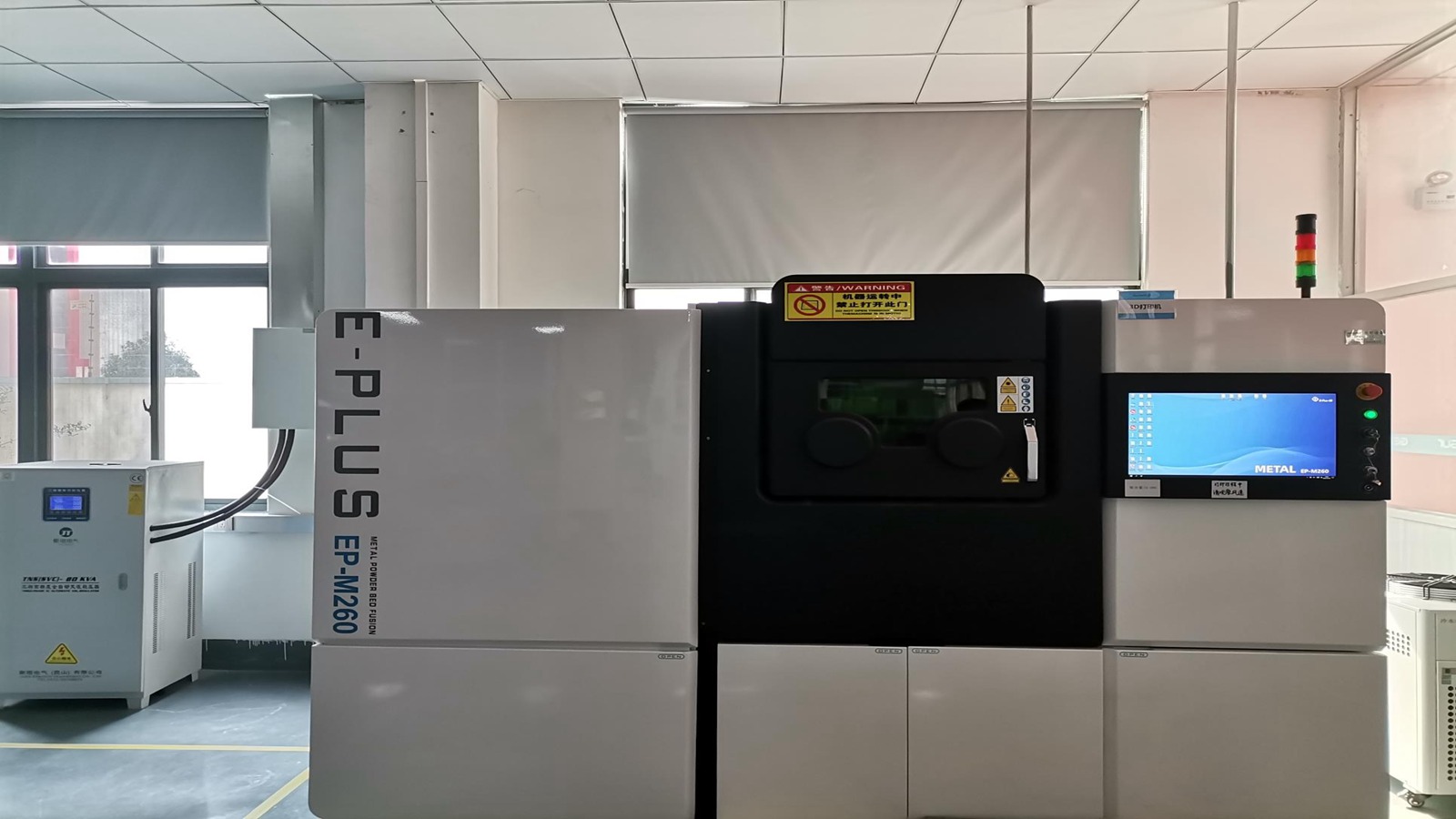
By leveraging 3D printing (Selective Laser Melting - SLM), we are moving toward topology-optimized, patient-specific external fixator clamps and rings. This process removes unnecessary material, reducing frame weight by up to 40% while maintaining identical mechanical load limits, significantly improving patient comfort and mobility during long recovery periods.
The ultimate goal is the development of hybrid systems where secondary stabilizing components are made of high-strength biodegradable polymers (such as magnesium alloys or advanced PLA composites). These components slowly degrade as the bone heals, naturally transferring mechanical loads back to the healing bone to stimulate faster remodeling and eliminate the need for a secondary removal surgery for certain frame elements.
As a leading orthopedic medical equipment R&D and manufacturing enterprise in China, HBM Medical provides comprehensive, integrated solutions for global partners. Our state-of-the-art facility spans over 30,000 square meters, equipped with more than 350 advanced processing and testing machines, ensuring robust production capacity and rapid turnaround times.
We implement a rigorous quality management system in strict accordance with international standards. With 36 dedicated QA/QC inspectors, we offer 100% product inspection options and guarantee complete raw material traceability. Our facilities are fully certified under ISO 13485, ISO 14001, MDSAP, and CE (including EPT 0477.MDR.25/5905 and EPT 0477.MDR.25/5973), ensuring seamless regulatory compliance for import into highly regulated global markets.
Innovation is driven by our 31-member R&D engineering team, which boasts exceptional academic and industry credentials: 1 Doctorate, 11 Postgraduates, 17 Graduates, and 2 Junior College graduates. This diverse talent pool allows us to offer versatile customization options, including sample processing, graphic processing, and customized-on-demand engineering to meet specific clinical or regional requirements.